热线:021-56056830,66110819
手机:13564362870
热线:021-56056830,66110819
手机:13564362870
3直径与同轴度检测
3.1电极直径测量
(1)单阶圆柱型电极的直径测量
在已经提取的电极轮廓图中,系统首先将整幅图自上而下逐列扫描,每扫描一列就将这一列的所有白点保存在集合s中,用s中的最下面的白点的行号值与最上面的行号值作差,系统将差值视作此处的电极直径长度,并将差值保存在另一集合S中,整幅图像扫描完毕后,每一列的电极直径长度都被记录了下来。
观察可知,电极图像中电极头部所占面积明显大于电极基体所占面积,待测量值是电极头部的直径,系统取集合S的平均值,将大于平均值(即基体部分)的部分去除,再对剩余部分取众数L1,对区间[L1-3,L1+3]的集合取平均值L2,系统将此平均值确定为电极直径所占像素个数。电极的真实直径d即为L2与单位像素真实长度的乘积。
同时,系统设计了手动截取待测量电极段的操作,测量人员可对电极部分直径进行多次测量,或测量电极特定段的直径。
单阶电极测量及结果如图9。
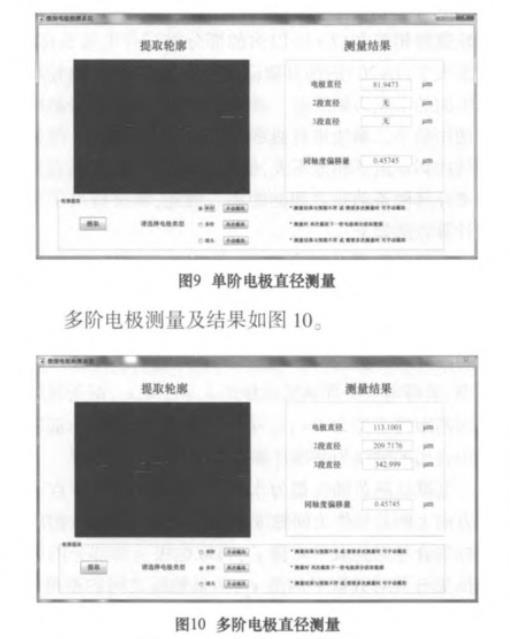
(2)多阶圆柱型电极的直径测量
由于电极含多阶,因此在测量过程中,操作者手动截取需要测量的各阶电极段。多阶圆柱型电极的直径测量方法与单阶电极的大致相同,系统同样扫描取得集合S,在没有电极基体的影响下,直接对集合S取众数L,并对区间[L-2,L+2]取平均值L1,L1被视作此段电极的所占像素个数,该段电极的真实直径d即为L1与单位像素真实长度的乘积。
多阶电极测量及结果如图10。
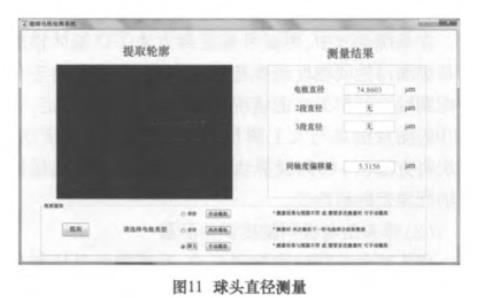
(3)球头型电极的直径测量
球头型微电极的待测直径分为球头和靠近球头的基体直径两部分。观察图像可知,球头的直径是整个电极中所占像素个数最多的,在逐列扫描时,系统延续了测量圆柱形电极的方法,得到集合S中最大值即为球头直径,记作L。
球头直径电极测量及结果如图11。
由系统测试数据可知,系统对于电极的直径测量误差不超过5%,基本可控制在4%以内,可应用于微细加工实验室的实际操作中。
3.2电极同轴度误差测量
(1)圆柱型电极同轴度误差测量
在拟合电极及基体轴线时,系统以上述操作中测量出的直径L(直径占像素数量)作为临界值,电极上下轮廓线相差在(L+5)以内的部分被记作电极头部,相差大于(L+20)的部分被记作电极基体部分,取轮廓线纵向的中点为轴线点。系统对头部和基体部分的中点使用最小二乘法进行直线拟合得到两条轴线,两条轴线的斜率虽然相差不大,但由于斜率不同,不能直接用来计算两条轴线之间的距离。因此,本文提出了三种计算方法如下:
①将基体部分拟合轴线,得到其斜率k1与截距b1,取电极部分的靠近基体的一点作为横坐标x0,取电极头部分的轴线点高度均值作为纵坐标y0,将此点(x0,y0)作为电极头部一点,以k1为电极头部轴线的斜率,求得电极头部轴线的截距b2=y0-k1x0,两条轴线之间的距离T即为T=|b1-b2|。反之,以电极头部部分拟合出的轴线为基准计算也会得到不同的结果。
②默认两条轴线都为水平线,将两条轴线中点竖直方向上的差值作为同轴度偏移量。取基体部分的纵坐标集合并对其取平均值y1,再取电极头部部分的纵坐标集合并对其取平均值y2,两条轴线之间的距离T即为T=|y1-y2|。
电极的同轴度误差作为本系统的设计难点,采用了三种方法计算电极头部与电极基体部分的同轴度误差。在系统测试中,明显可观察到方法①以基体轴线为基准测得的同轴度误差接近真实值,方法②由于只考虑到轴线斜率为0的情况使测量结果很不稳定,方法③的测量结果与人工测量值相去甚远,不宜应用。系统将方法(1)的测量算法置入系统,可较好地保证同轴度误差的精确度。
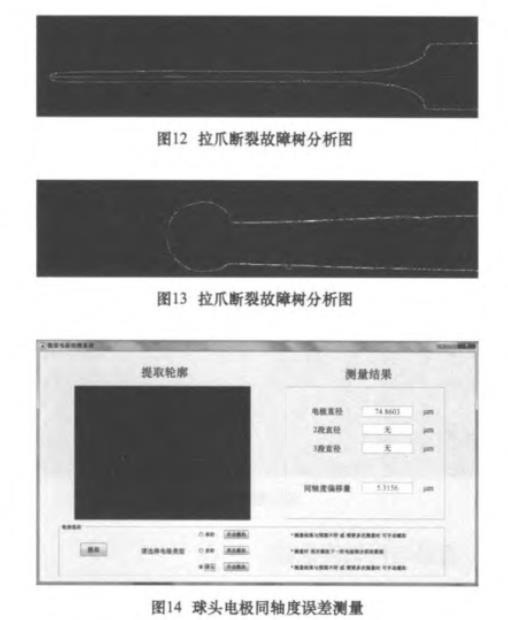
(2)球头型电极同轴度误差测量
球头型电极同轴度的测量中,系统拟合基体部分的轴线及球头部分的圆心,利用求得的球心坐标求取球心到直线的距离作为球头型电极的同轴度误差。
直线与圆的拟合效果以及同轴度测量效果如图12~14所示。
4结语
(1)二值化是图像前期处理的核心步骤,以往多手动或半手动确定二值化阈值,本文参考相关文献,设计了新的加权标准差法确定电极图像的阈值范围,避免反复调试阈值的不便,也能更精确地反映电极边缘特征。
(2)本文设计了连通域面积识别法,用以对进行过一系列处理后仅剩大片噪声的图片做最后一步处理,去掉大片噪声仅保留目标电极,操作简洁,准确度高。
(3)电极的同轴度误差在二维图中不便测量,本文用了三种方法大致拟出了电极的同轴度误差,并且选用了误差相对最小的“以电极基体部分斜率为基准”的算法计算电极的同轴度偏差量,使结果更加精确,应用范围更广。
本文设计了微细电极自动检测系统。对显微镜下采集的原始图像进行阈值分割,滤波以及形态学处理,准确地提取了微电极的边缘轮廓。用最小二乘法对中心点集合与球头轮廓进行直线与圆的拟合,使用一定的算法分析处理测量直径尺寸与同轴度误差。实践证明:本文对直径尺寸的测量误差控制在4%以内,验证了图像处理测量同轴度的可行性,为同类零件的自动化测量提供了有益的参考。
 相关新闻
相关新闻