热线:021-56056830,66110819
手机:13564362870
热线:021-56056830,66110819
手机:13564362870
厌氧氨氧化工艺在处理氨氮废水上具有传统生物脱氮技术无法比拟的优点,如运行成本低,处理效率高,污泥产量少等。但对于许多中低浓度氨氮废水,如电镀废水,稀土采矿废水,生活污水目前仍未有稳定运行的厌氧氨氧化工程的报道,中低浓度氨氮废水实现稳定亚硝化处理的研究,将是推动厌氧氨氧化技术在相关行业应用的关键因素。
近年来,许多学者针对中低氨氮浓度废水亚硝化开展了大量的研究,采用低溶解氧的运行条件在SBR反应器中实现了稳定亚硝化。利用沸石吸附—加温—再生的技术手段实现了中低浓度氨氮废水的稳定亚硝化。但以上技术手段存在稳定性不足或者操作过于繁琐难以实现工程应用。因此,本研究利用调节pH调控FA为主,辅以临时升温的方法成功启动了中浓度模拟氨氮废水亚硝化反应器,以期推动中低浓度氨氮废水亚硝化-厌氧氨氧化技术的工程应用。
Unisense微电极的应用
应用了Unisense的克拉克型氧化亚氮电极测试了序批式反应器中的溶液内的氧化亚氮测试,其中氧化亚氮微电极的校准是使用自来水和饱和氧化亚氮气水中进行两点校正。使用微电极系统直接测试了反应器的氧化亚氮,其检测到的最小浓度可达0.0132mg/L,该氧化亚氮电极在0.132mg/L-44mg/L浓度范围内是线性的。
实验结果
(1)反应器启动。亚硝化反应器接种了实验室培养成熟的硝化污泥后,向反应器内配置了50mg/L氨氮内循环闷曝3天时间,出水硝氮迅速升高,表现出了良好的硝化活性(图1),第4天开启连续流进水,通过提高进水浓度与缩短停留时间的方法提高硝化负荷。第10天后,进水固定为100mg/L,停留时间固定6h,系统的氨氮去除率也达到了90%,但NAR依然保持30%的范围浮动,这也说明了,中低氨氮浓度进水情况下普通的硝化反应器无法实现亚硝化。

表1高效亚硝化反应器不同阶段下运行参数
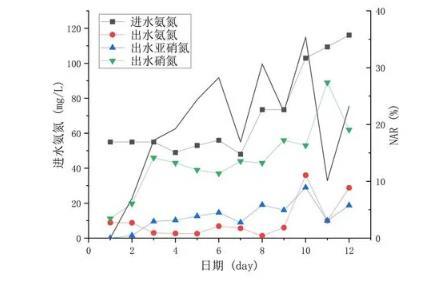
图1亚硝化反应器启动阶段运行情况
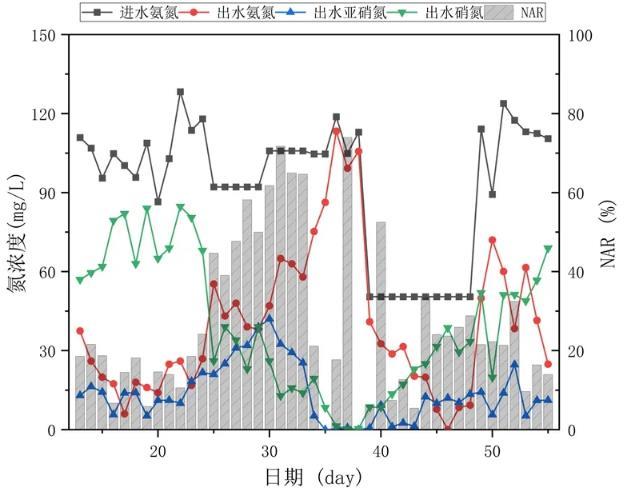
图2亚硝化反应器第二阶段运行浓度变化
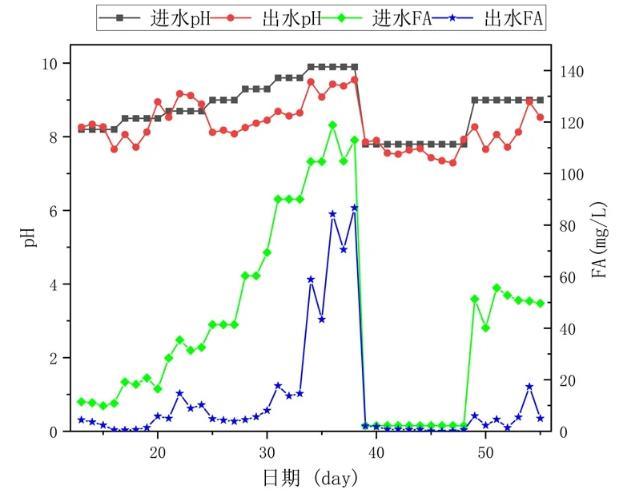
图3亚硝化反应器第二阶段pH与FA浓度变化
(2)pH调控。已有大量的研究表明,FA在一定浓度下可以实现对于NOB的选择性抑制,这一方法也被广泛地应用于高浓度氨氮废水的亚硝化。从FA的计算公式中可以看出,pH与温度与FA浓度是成正相关的。第13天起将亚硝化反应器的进水pH提高,随着进水pH从8.20提高至9.60后,NAR逐渐从15%逐渐提高至67%,平均出水亚硝氮浓度为33.6mg/L,平均出水硝氮从65.4mg/L降低至14.1mg/L。第34天进水pH进一步提高至9.90,出水亚硝氮和硝氮几乎无法检测出。这一现象的主要原因在于进水pH达到9.90后对于AOB的抑制较大。这也表明,单独依靠调控进水pH的手段,虽然能实现对NOB的抑制,但pH超过一定限值后对于AOB的影响过大,使得亚硝化反应器难以维持运行。第35天降低进水氨氮浓度与进水pH运行亚硝化反应器,经过两周后亚硝化反应器的活性基本恢复,出水氨氮降低至24.8mg/L,但NAR依然只有14%。从抑制期与恢复期的运行情况可以看出,亚硝化反应器在经历严重的FA与pH抑制后,NOB的活性与AOB出现了同步抑制与同步恢复的情况,要想实现亚硝化的前提是实现对NOB的选择性抑制。
(3)温度调控。在高温条件下更容易实现亚硝化,其主要原因在于高温条件下AOB与NOB的比生长速率不同。而升温也能提高系统中游离氨浓度,因此本研究的第三阶段将进水pH提高至9.00~9.30后,通过加热棒使反应器水温维持38℃。
从图4、图5可以看出,反应器进水pH在9.00~9.50的范围内时,升高反应器的温度在38℃后,反应器的NAR开始迅速升高,升温运行后的第8天NAR就超过了94%实现了亚硝化,出水硝氮也从28.8mg/L降低至2.5mg/L。从FA浓度图可以看出,由于升高了反应器水温,因此即使pH低于9.50时,进水FA也大于65.0mg/L,平均进水FA浓度为92.6mg/L。对比阶段二的运行情况,当pH大于9.0时FA浓度才大于90mg/L,因此通过升温能够在更低的进水pH条件获得更高的FA浓度加强对NOB的抑制,既能避免出现AOB抑制情况又可加强NOB抑制作用。
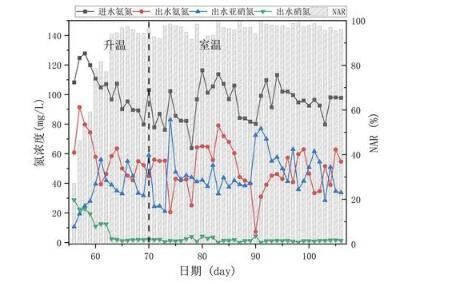
图4升温后亚硝化反应器运行情况
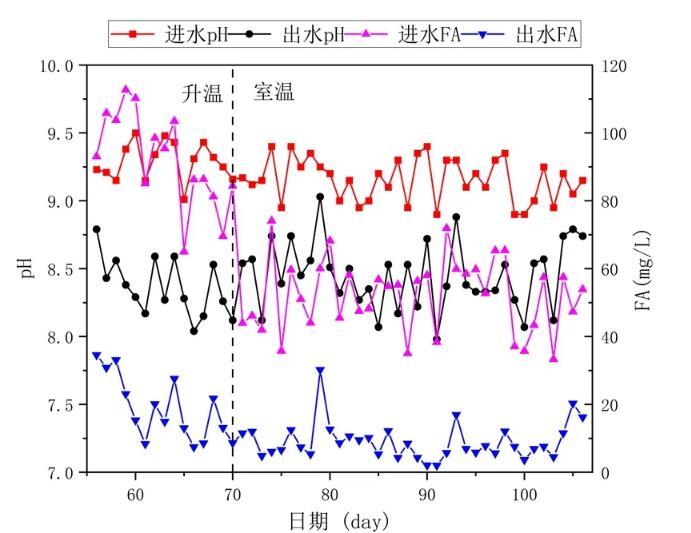
图5升温后亚硝化反应器pH与FA浓度变化
整个升温运行阶段,平均出水FA浓度为19.4mg/L也起到了对NOB持续抑制的作用,加上升温使AOB比生长速率的提高,在两周内亚硝化反应器实现了对NOB淘洗。考虑到绝大部分的中浓度氨氮废水水温都与室温一致,因此本研究的第四阶段取消了加热。整个第四阶段运行超过30天,平均NAR能够稳定在95.6%,反应器平均出水硝氮仅为1.5mg/L,平均出水氨氮为48mg/L,平均出水亚硝氮为46mg/L,出水亚硝氮/氨氮约等于1。在第四阶段,即使不再升高反应器温度也能实现稳定的部分亚硝化,其原因在于升温运行阶段已将NOB完全淘洗出反应器,反应器中的NOB活性已经极其微弱,进出水FA浓度不需要再维持较高的水平,在常温运行时的进出水FA浓度(52.16mg/L和9.04mg/L)已经足够将反应器中残留的极少数且活性极弱的NOB实现持续性地抑制,避免出现常温运行后NOB处于低FA环境下活性开始恢复。本研究通过临时的升温与长期的提高进水pH获得了较稳定的部分亚硝化出水,实现了将中浓度氨氮废水厌氧氨氧化处理的前置条件。本研究实现亚硝化的基础在于较高的FA浓度,控制氨氮去除率在40%~50%之间时有利于维持出水FA浓度,由于NAR较高,此时出水氨氮与亚硝氮的比例依然能够维持在1.0~1.3左右,符合厌氧氨氧化反应器的进水要求。
结论
本研究通过升温与调节进水pH的手段实现了中浓度氨氮废水稳定亚硝化处理,在反应器水温调节至38℃,进水pH为9.0~9.3的条件下一周内启动了亚硝化(NAR超过90%),升温状态下运行两周后恢复常温,运行30天以上依然能够实现稳定亚硝化。本研究实现稳定亚硝化的关键在于将反应器内的FA浓度尽可能地提高,提高进水pH与水温的策略使得进水FA浓度升高实现了对NOB的抑制,氨氮去除率控制50%左右也提高了反应器内的FA浓度加强了对生物膜内NOB的持续抑制。在升温运行的两周内通过FA的抑制成功将NOB淘洗出反应器,因此解除高温条件后依然能够维持稳定亚硝化。
