热线:021-56056830,66110819
手机:13564362870
热线:021-56056830,66110819
手机:13564362870
摘要:稀土电解过程中阳极侧壁产生的气泡会改变阴阳极极间电场分布,引起极间电阻增大、电压升高、电解效率降低,从而影响电解槽的稳定运行。所以,系统分析阳极侧壁气泡的成核、长大、聚并及脱离等生长行为和规律对稀土金属的提取具有十分重要的意义。
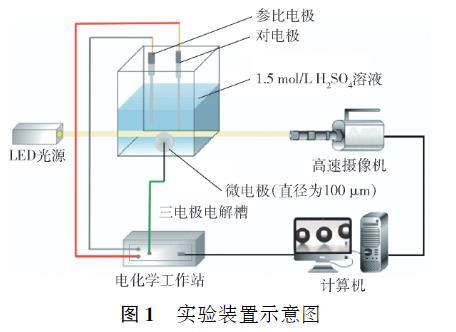
本文根据相似原理,进行水电解低温实验,按照与稀土电解槽1∶2的几何比例设计,通过铂丝嵌入环氧树脂的方法制备微电极。实验结果表明,垂直微电极侧壁面气泡成核、生长和脱离过程符合经典的气泡生长规律公式D(t)=βt1/3;为观察气泡之间的聚并、脱离行为,在微电极表面设计三个间距为500μm的成核点位,通过高速摄像机拍摄发现,微电极表面下方和中间的两个气泡率先发生聚并变为一个气泡,聚并时间为0.05 s,随后吸引上方的气泡与之发生聚并,最终三个气泡合并为一个大气泡脱离微电极,气泡的脱离时间为5.06 s,脱离直径约为1352.03μm。
结合数值模拟的方法,进一步解释气泡之间的聚并过程,结果表明,电极表面的缺陷大小会影响气泡的脱离时间,气泡下侧与电极表面的三相接触位置会产生一个向上的涡旋,加速气泡的脱离,正确利用气泡的聚并行为可以减小稀土电解槽的槽电压,从而提高电解效率。
白云鄂博矿是全球最大的稀土、铁、铌综合性矿床,稀土储量位居世界第一。稀土金属的提取目前通常采用熔盐电解法。 Muthman设计了第一个氯化物熔盐体系电解槽,制备了镧、铈和镨等稀土,成为提取稀土金属最早的方法。由于氯化物熔盐体系提取稀土金属存在电解工艺电流效率低、金属提取率低等原因,氟化物——氧化物熔盐体系提取稀土金属成为主流方法,即以稀土氧化物为主要原料,氟化物作熔盐电解质,在高温状态下,稀土氧化物( REO)熔解在熔盐电解质中,分解成带正电的稀土金属离子( RE3 +)和带负电的氧离子( O2 -)。
稀土电解过程中,石墨阳极表面发生复杂的电化学反应生成 CO 和 CO2 。由于阳极面积较大,气泡在阳极随机位置生成,主要发生在缝隙或空隙处。随着气泡的不断生长,会发生一些聚并、破碎以及分离等现象。稀土电解槽中气泡的产生会对电解产生影响,一方面,气泡在电解质的气液两相运动中产生搅动,提高熔体的温度同时使电解质浓度分布更加均匀;另一方面,气泡改变阴阳极极间电场分布,引起极间电阻增大、电压升高,导致电解效率降低。
由于受工业稀土电解槽内高温及强腐蚀等不利环境的限制,物理模型实验方法成为研究气泡动力学的主要手段。目前的实验研究更多基于铝电解过程,关于稀土电解过程的实验研究相对较少。更全面地对稀土电解过程阳极侧壁气泡的成核、长大、聚并及脱离等生长行为和规律进行系统分析是目前研究的重点,因此,本研究基于相似原理设计和搭建低温电解实验装置,同时结合 VOF 模型进行数值计算,深入研究阳极侧壁的气泡分布规律和生长行为,加深对实际稀土电解槽阳极侧壁气泡动力学行为及分布特性规律的认识,加速气泡从电极表面的脱离将会提高稀土电解槽的电解效率,为稀土电解槽的设计及研发提供理论依据和基础。
微电极表面单个气泡生长特性
图2所示为100滋m微电极表面单个气泡成核、生长、生长、聚并及脱离等一系列生长周期的典型气泡动态生长图像。电解电流密度J=0.8 A/cm2时的气泡成核、成长和脱离三个阶段的图像见图2(a)。在电解过程通电的一瞬间,微电极表面的氢组分迅速聚集达到饱和条件,气泡在电极表面形成一个成核区域,周围的气体分子向该区域汇聚,优先在该气泡表面成核。微电极表面会随机产生一些极小的气泡,t=0.08 s时,能够明显观察到微电极表面覆盖一层小气泡。随着电解过程的进行,小气泡之间发生聚并,逐渐变成一个大气泡继续生长,大气泡生长的同时在气泡与电极表面的三相接触位置仍然会有小气泡不断脱离电极表面。大气泡持续生长的驱动力来自于浓度梯度和未覆盖的微电极表面上的微小气泡的聚结所产生的气液界面的质量传递。随着气泡体积的增大,气泡所受浮力逐渐增大,当接触压力和浮力的总和大于表面张力时,气泡将脱离电极表面。
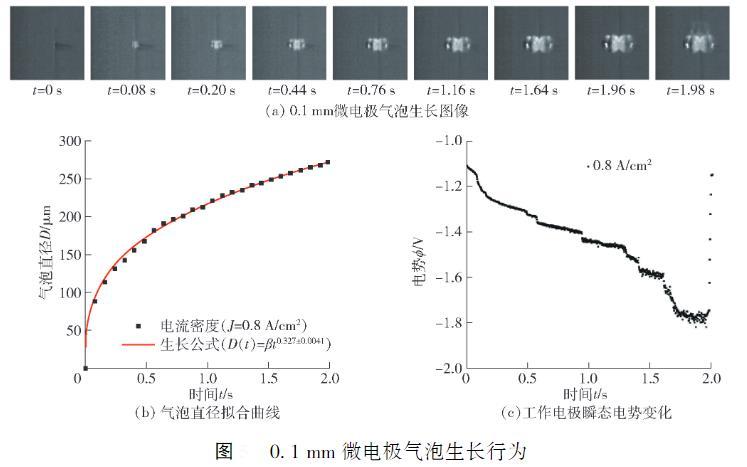
图2摇0.1 mm微电极气泡生长行为
时工作电极瞬态电势变化,0~1.98 s的电势变化对应着一个气泡从成核生长到脱离的整个过程。随着气泡的增大,气泡逐渐覆盖微电极表面,相当于增大了电阻,瞬态电势也相应增大,当气泡脱离的一瞬间,这个影响随之消失,电势降低到气泡成核前的状态。
根据电解过程的电化学理论可知,随着电流密度的提高,单位时间内电极表面提供氢的速率也随之增大。这导致气液界面的平均过饱和浓度差增大,进而加快了液相氢组分向气泡内部传质的速率。因此,气泡的增长明显加快,在同样的气泡生长时间里,气泡的直径也增大。当电流密度不变时,气泡在初始生长阶段的气液界面上平均过饱和浓度差较大,因此,气泡的生长速度也会不同。随着氢组分不断扩散到电解液中,气液界面上的平均过饱和浓度差会逐渐减小,从而导致气泡的生长速度逐渐减小。
